汇川伺服电机+汇川PLC集成 3D热弯玻璃机全方案解析
简介
暂无数据
正文
- 项目背景:
该项目主要为玻璃热弯项目,主要针对将平面手机钢化膜玻璃通过加温融化,经过磨具进行加压成型为曲面钢化玻璃的应用
项目要求:
- 生产效率:1分钟10Pcs
- 温控准:对于腔体内部的加温处理,要求内部温度设定与反馈温度,温差精度为正负偏差1°
- 精准度:腔体内部的推料伺服误差精度不大于50μ,否则将导致推料过程中出现带动翻转气缸卡住腔体内部出现无法翻转到位的问题
- 多工况:整套机器,除伺服定位精准,气缸动作逻辑契合,温控处理精准,比例阀加压气缸加压可控,液氮冷却充分到位,加水报警及时准确
- 易用性:现场人员除简单进行放料外,不过多参与机器的自动工作中。
- 硬件配置:
汇川设备:
|
序号 |
产品名称 |
型号 |
备注 |
数量 |
|
1 |
HMI |
IT6100E |
人机界面 |
1 |
|
2 |
PLC |
H3U-3232MT |
控制器 |
1 |
|
3 |
DA模块 |
AM600-4DA |
4路DA |
1 |
|
4 |
输入模块 |
AM600-3200END |
32点输入 |
3 |
|
4 |
输出模块 |
AM600-3200ETN |
32点输出 |
3 |
|
5 |
伺服电机 |
MS1H1-40B30CB-A331Z |
400W电机 |
1 |
|
6 |
伺服驱动器 |
IS620PS2R8I-IAB-C |
400W驱动 |
1 |
|
7 |
伺服电机 |
MS1H1-75B30CB-A331Z |
750W电机 |
1 |
|
8 |
伺服驱动器 |
IS620PS5R5I-IAB-C |
750W驱动 |
1 |
- 方案拓扑图:

- 方案说明:
采用汇川H3U以以太网方式通讯触摸屏,采用485通讯方式通讯控制山武温控器,以脉冲形式控制伺服,以Canlink方式读取伺服报警节省接线,以4DA模块控制给定模拟量电压控制SMC比例阀进行加压处理
(一)方案优点:
- 采用汇川Canlink形势下控制伺服,Canlink属于有源通讯,抗干扰能力高于485通讯,且伺服与PLC之间的通讯数据传输配置容易,并可针对现场实际条件选择多种触发形式,可实时进行数据传输,也可以选择人为触发事件传输,且采用Canlink形势下的通讯速率最高可达1M
- 采用485形式配合控制山武温控,汇川485通讯直接配置表格对应温控地址即可,无需配置过大特殊标志
- 采用4DA控制SMC比例阀,汇川4DA模块刷新速率最快为1ms,满足现场控制要求
- 采用以太网方式控制触摸屏,节省接线。
(二)现场难点问题及解决方案说明:
1、4DA控制比例阀:
通过多通道,多组可设定位置进行配合光栅尺,实现不同区域对DA模块输出电压影响比例阀,实现下压过程中,压力可调
2、腔体伺服定位精准度:
采用脉冲控制方式缩小响应时间,适当设定惯量以及刚性缩短整定周期,配合Canlink通讯实现将编码器数据反馈给PLC脉冲发送口实现反馈位置与发送位置的闭环检测。
3、温控处理:
配合山武温控实施温控PID自整定,配合山武温控进行加温超时实现的自动冷却输出对应。
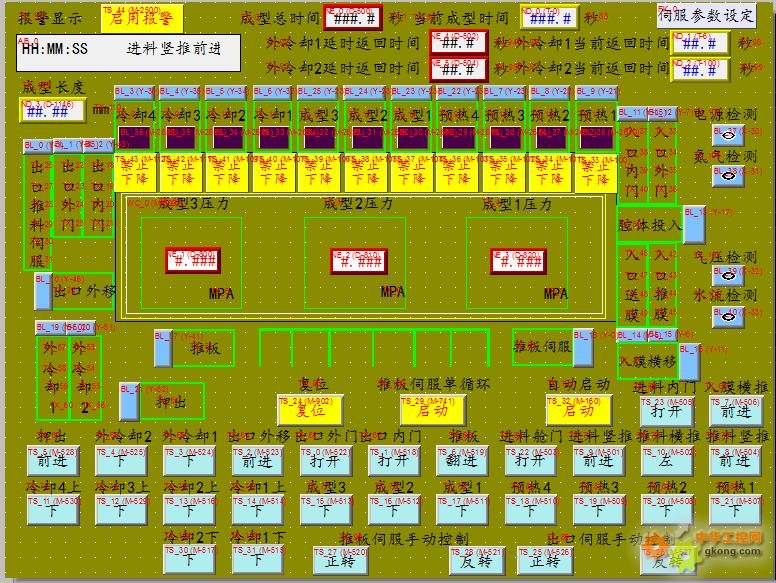
现场HMI: